Motorblock Reparieren

Das machen wir, damit dein projekt perfekt wird

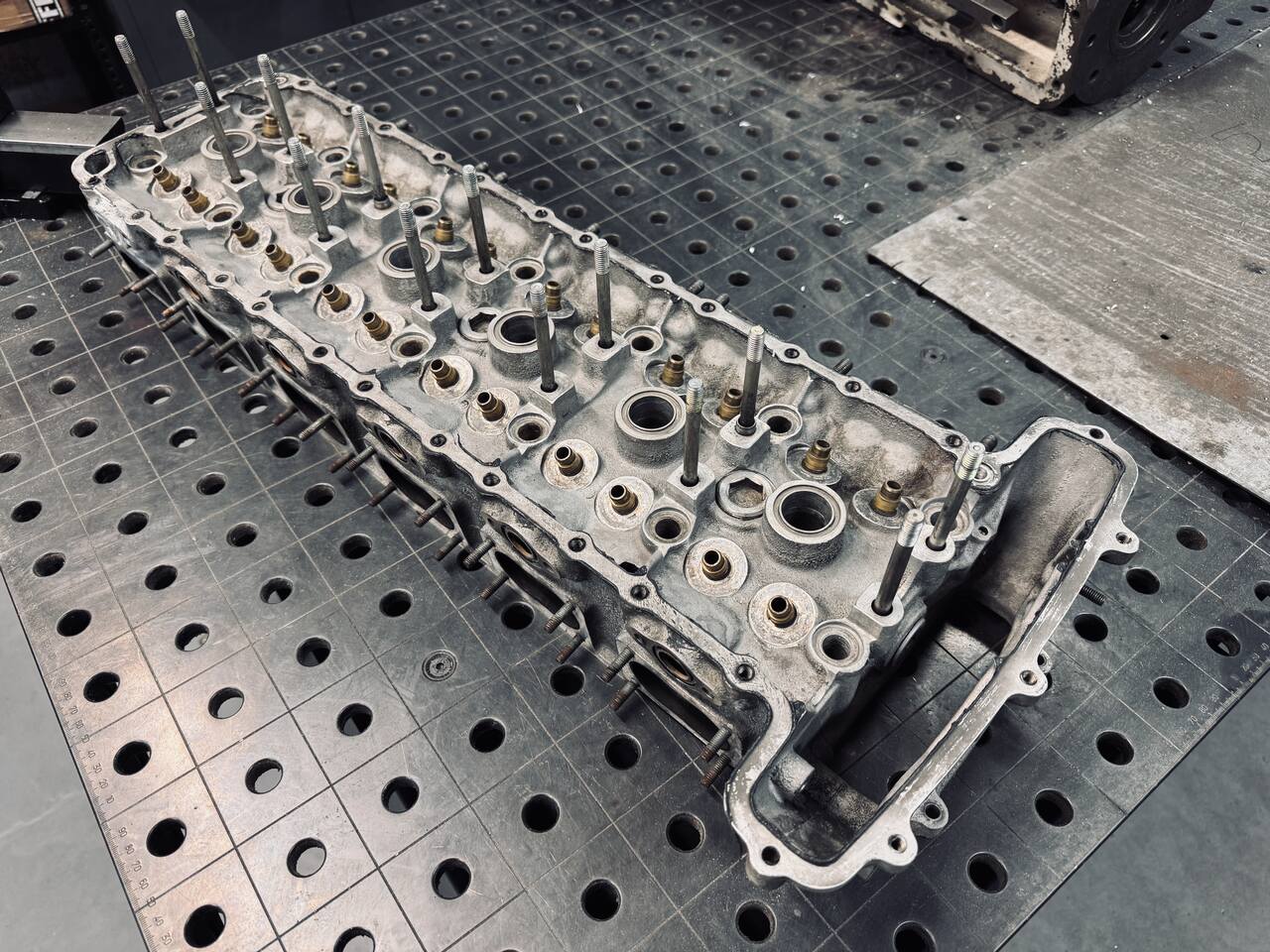
Dichtfläche Schweißen
Laser oder mit WIG Schweißen

Gewinde aufschweißen
Mit Spezial Zusatzwekstoff ALMG 4.5 MNZR

Riss Schweißen
Riss komplett raus Fräsen und neues Material auftragen

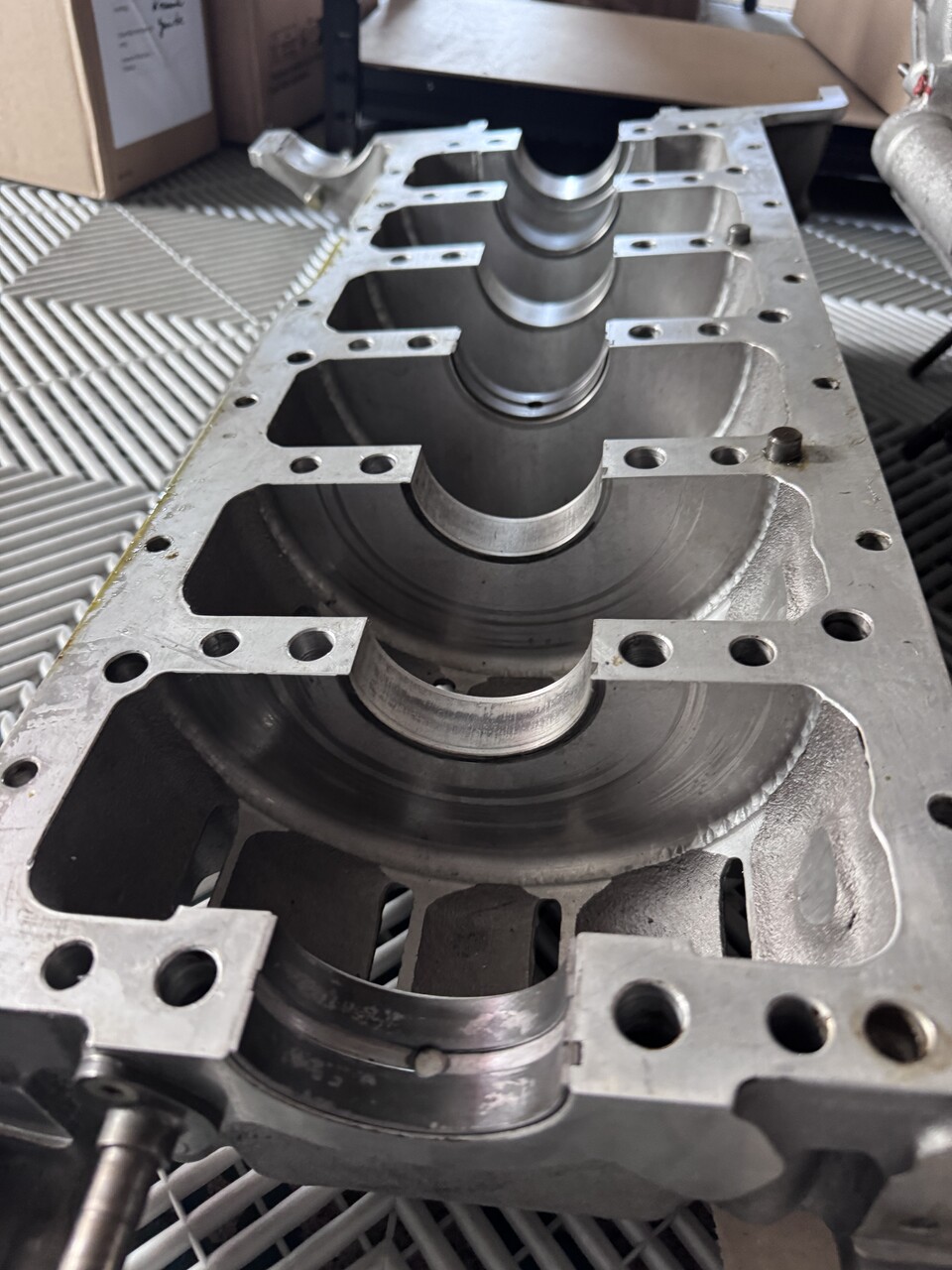
Lagersitz aufschweißen
Dünn & sauber Material auftragen


Was unsere Kunden sagen
Motorblock reparieren mit WIG‑Schweißen: Ablauf & Vorteile
Oft hört man, dass man Aluguss- oder Magnesium-Motorblöcke nicht schweißen kann.
Das stimmt so nicht. In der Praxis scheitert es meist nicht am Material, sondern an fehlender Erfahrung.
Wir sind auf das Reparieren von Motorblöcken mit WIG-Schweißen spezialisiert und führen solche Arbeiten regelmäßig durch. Je nach Legierung lässt sich das Material besser oder schlechter schweißen – technisch ist jedoch deutlich mehr möglich, als viele behaupten. Gerade bei nicht mehr verfügbaren Motorblöcken, Zylindern oder Zylinderköpfen ist das Reparaturschweißen oft die sinnvollste Lösung.
Der Ablauf ist klar:
Saubere Bauteile, exakte Schadensanalyse und eine saubere Abstimmung, was aufgebaut oder repariert werden soll. Beim WIG-Schweißen wird Material gezielt aufgeschmolzen und aufgetragen, um z. B. Dichtflächen, Lagergassen oder Gewinde wiederherzustellen.
Auch das Thema Verzug wird häufig überschätzt. Bei bestimmten Bereichen kann Vor- oder Nachwärmen sinnvoll sein, bei vielen Stellen ist kein relevanter Verzug möglich.
Vorteile des WIG-Schweißens:
- gezielter Materialauftrag
- metallurgisch saubere Verbindung
- hohe Belastbarkeit
- wirtschaftlich sinnvoll gegenüber Austausch
Motorblock reparieren mit WIG-Schweißen ist kein Experiment, sondern eine bewährte Reparaturmethode, wenn sie fachgerecht ausgeführt wird.
Motorblock reparieren mit Laserschweißen: Präzision & Haltbarkeit
Motorblock reparieren mit Laserschweißen – Präzision & Haltbarkeit
Beim Motorblock reparieren mit Laserschweißen kommt es vor allem auf eines an: die richtige Methode für den Schaden. Mit unserem Alphalaser können wir gezielt entscheiden, ob WIG-Schweißen oder Laserschweißen technisch sinnvoller ist.
Laserschweißen eignet sich besonders für kleine, filigrane Beschädigungen, bei denen nur wenig Material aufgebaut werden muss. Der große Vorteil liegt in der sehr geringen Wärmeeinbringung. Gerade an kritischen Stellen, an denen Verzug entstehen könnte, ist das ein klarer Pluspunkt.
Durch die hohe Präzision lassen sich Schäden punktgenau reparieren, mit minimaler Nacharbeit und hoher Maßhaltigkeit. Zusätzlich gibt es Materialien und Legierungen, die sich schlecht WIG-schweißen, aber sehr gut laserschweißen lassen – besonders bei älteren oder speziellen Motorbauteilen.
Laserschweißen ist kein Ersatz für WIG-Schweißen, aber eine extrem sinnvolle Ergänzung. Richtig eingesetzt ermöglicht es haltbare, saubere Reparaturen an Motorblöcken, die sonst kaum oder nur mit hohem Aufwand instand zu setzen wären.
Typische Schäden am Motorblock: Risse, Brüche, ausgebrochene Gewinde
Motorblöcke, Zylinder und Zylinderköpfe können auf sehr unterschiedliche Arten beschädigt werden. Häufige Schäden sind Risse, Brüche, ausgebrochene Gewinde oder abgerissene Halteohren.
Gerade bei schweren Motorschäden kommt es vor, dass sich Bauteile im Inneren lösen und Löcher im Motorblock verursachen. Auch solche Schäden lassen sich reparieren: Das Bauteil wird von beiden Seiten geschweißt und anschließend per Rot-Weiß-Prüfung auf Dichtheit geprüft.
Risse im Motorblock werden aufgefräst und ebenfalls von beiden Seiten verschweißt, um eine dauerhaft belastbare Verbindung zu schaffen.
Ausgerissene Gewinde können durch gezielten Materialauftrag oder den Einsatz von Gewindeeinsätzen instand gesetzt werden.
Auch abgerissene Laschen oder Halteohren, die bei Motoren häufig vorkommen, lassen sich wieder anschweißen und rekonstruieren. Mit kontrolliertem Materialauftrag kann ein Motorblock in vielen Fällen nahezu vollständig wieder aufgebaut werden – die anschließende Formgebung ist technisch problemlos möglich.
Was alles machbar ist, zeigen wir regelmäßig in unseren Videos: Mehr geht, als viele denken.
Geeignete Materialien: Gusseisen vs. Aluminium – was ist schweißbar?
Materialien am Motorblock – was wirklich schweißbar ist
Ein weiterer verbreiteter Mythos: Grauguss, Stahlguss, Aluminiumguss oder Magnesiumlegierungen lassen sich nicht schweißen.
Das stimmt so nicht.
Diese Materialien lassen sich grundsätzlich schweißen – auch bei Motorblöcken und Zylinderköpfen. Allerdings muss man ehrlich sein: Es gibt alte Bauteile und spezielle Legierungen, die schlecht oder gar nicht schweißbar sind. Das gehört zur Realität dazu und muss vorher sauber bewertet werden.
Bei Grauguss und Stahlguss arbeiten wir in der Regel im Kaltverfahren mit Reinnickel-Elektroden. Dabei wird abschnittsweise geschweißt, die Spannung gezielt ausgeklopft und die Wärmeeinbringung so gering wie möglich gehalten. Moderne Elektroden ermöglichen dieses Kaltschweißen heute sehr zuverlässig – Warmschweißen ist nicht immer notwendig.
Wenn Schweißen nicht sinnvoll oder nicht möglich ist, gibt es Alternativen wie Flammspritzen. Optisch oft zweitrangig, technisch jedoch sehr funktional. Gerade bei alten oder seltenen Motorblöcken kann das eine praktikable Lösung sein.
Fazit: Nicht jedes Material ist einfach – aber es gibt fast immer eine technische Lösung, wenn man weiß, was man tut.
Motorblock fräsen nach der Reparatur – warum das entscheidend ist
Nacharbeit nach der Reparaturschweißung – ein entscheidender Schritt
Nach einer Reparaturschweißung am Motorblock – egal ob mit WIG, Laser oder Elektrode – ist die Arbeit nicht abgeschlossen. Damit das Bauteil wieder technisch einwandfrei funktioniert, ist eine mechanische Nachbearbeitung zwingend erforderlich.
Dazu gehören je nach Schaden:
- Gewinde neu schneiden oder instand setzen
- Dichtflächen planen
- Lagergassen neu ausspindeln
- Fräs- und Dreharbeiten zur Maß- und Formkorrektur
Einige Kunden übernehmen diese Schritte selbst. Alternativ arbeiten wir eng mit SUBI Performance sowie der SZM Zella-Mehlis zusammen. SUBI Performance ist auf Motoren spezialisiert und bringt genau das Know-how mit, das nach dem Schweißen entscheidend ist – das zeigen wir auch regelmäßig in unseren Videos.
Erst die Kombination aus Reparaturschweißung und Zerspanung sorgt dafür, dass ein reparierter Motorblock nicht nur dicht ist, sondern maßhaltig, belastbar und dauerhaft einsatzfähig bleibt.
Alternative Reparaturmethoden: Kleben, Metall‑Spachtel, Spezialverfahren
Kleber, Metallspachtel oder sogenannte Spezialverfahren werden oft als schnelle Lösung für Motorschäden genannt.
Ich sage nicht, dass das grundsätzlich nie funktioniert – aber in der Praxis sehen wir fast ausschließlich die Fälle, bei denen es gescheitert ist.
Das Problem: Metallkleber lässt sich nicht schweißen.
Vor einer Reparaturschweißung muss der Kleber vollständig entfernt werden. Sitzt er tief im Material, verschlechtert er die Schweißbedingungen massiv. Beim Schweißen verhält sich das Material dann wie verunreinigt oder verschmutzt, was die Reparatur deutlich erschwert oder im schlimmsten Fall unmöglich macht.
Besonders kritisch sind Versuche, Gewinde anzukleben und anschließend zu schneiden oder Bauteile zu rekonstruieren. Das hält nicht dauerhaft – wir haben das in mehreren Fällen gesehen.
Wenn eine Reparatur durch Materialauftrag mittels Schweißen möglich ist, ist das technisch immer die bessere Lösung. So lässt sich das Bauteil nahe am Originalzustand wiederherstellen – stabil, belastbar und dauerhaft.
Kleben ist keine Alternative zum Schweißen.
Wenn Schweißen möglich ist, sollte es immer bevorzugt werden.
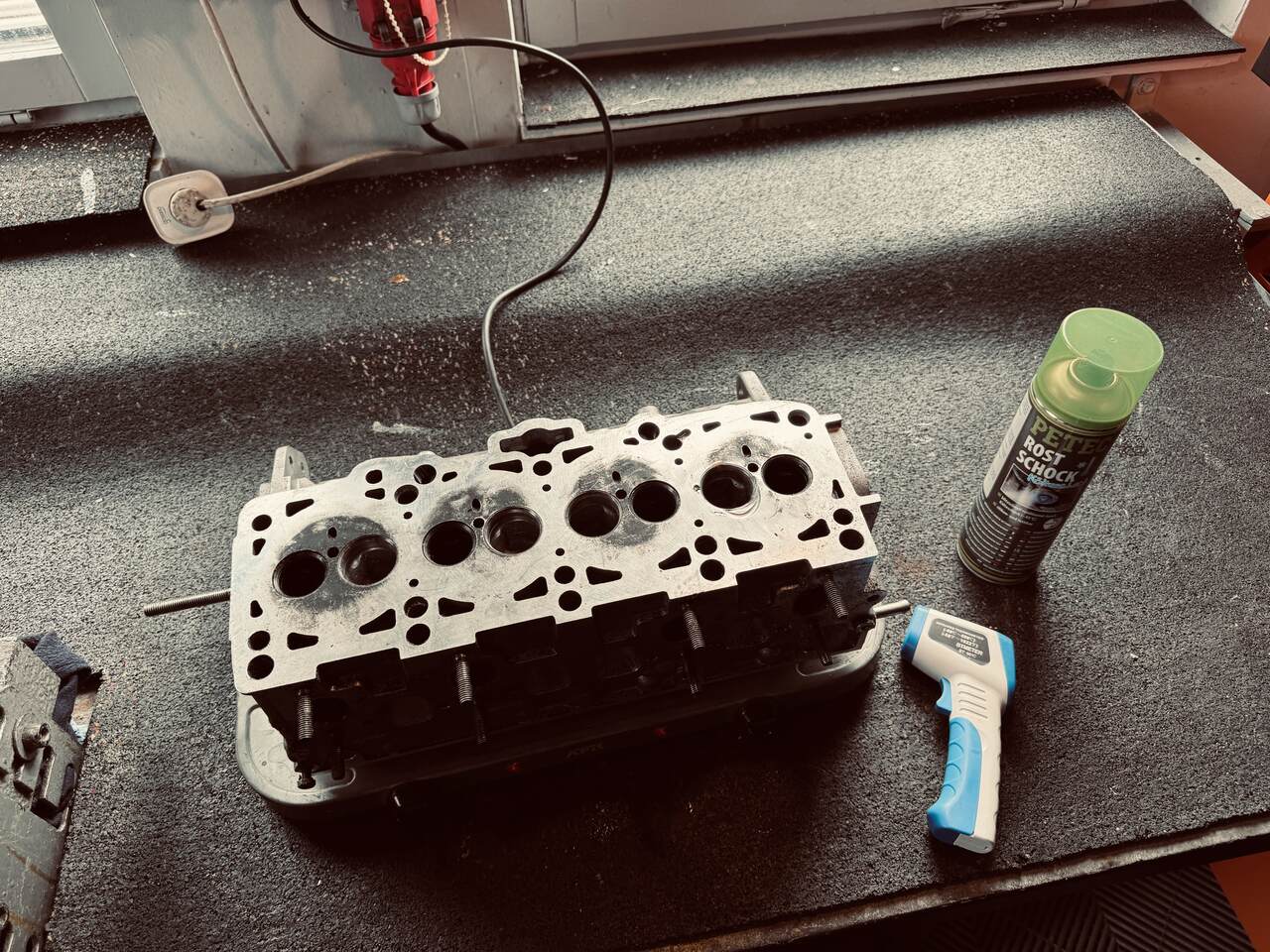
Planfräsen der Dichtflächen: So entsteht perfekte Abdichtung
Beschädigte Dicht- und Planflächen sind eine häufige Ursache für Undichtigkeiten an Motorblock, Zylinder oder Zylinderkopf. Typische Schäden sind Abplatzer, Kanten, Risse oder sogar komplett ausgebrochene Ecken, wodurch die Planfläche ihre Funktion verliert.
In solchen Fällen wird die Fläche zunächst durch Materialauftrag vollständig aufgebaut. Dabei tragen wir bewusst etwas mehr Material als nötig auf, um sicherzustellen, dass später keine Fehlstellen verbleiben.
Anschließend erfolgt die mechanische Nachbearbeitung. Die Planfläche wird maschinell plan gefräst, da nur so die notwendige Ebenheit und Dichtheit erreicht wird. Je nach Bauteil können Konturen oder Übergänge zusätzlich händisch nachgearbeitet werden.
Die finale Qualität entsteht immer im Zusammenspiel mit der Zerspanung. Erst durch die präzise Endbearbeitung ist sichergestellt, dass die reparierte Dichtfläche wieder dauerhaft dicht, belastbar und voll einsatzfähig ist.
Oldtimer‑Motore: Besondere Anforderungen bei alten Motorblöcken
Bei Oldtimer-Motoren kommt es stark auf den Zustand und die Historie des Bauteils an. Entscheidend sind unter anderem die Qualität des Gusses, frühere Reparaturen und vor allem, womit der Motorblock in Kontakt war – Öl oder Kühlmittel.
Besonders kritisch ist altes oder ungeeignetes Kühlmittel. Dieses kann Motorblöcke und Zylinderköpfe über Jahre regelrecht zerfressen. Die betroffenen Stellen müssen vollständig ausgefräst werden, bevor überhaupt geschweißt werden kann. Das Prinzip ist vergleichbar mit Rost: Nur zeigt sich die Korrosion hier nicht rot, sondern dunkelgrau. Ohne diese Vorarbeit ist eine saubere Reparaturschweißung nicht möglich.
Gerade bei älteren Motoren müssen solche Bereiche oft komplett neu aufgebaut werden. Das ist aufwendig, aber technisch machbar.
Ein klarer Praxistipp:
Wasserkanäle regelmäßig spülen, das Kühlmittel alle ein bis zwei Jahre wechseln und auf einen stabilen pH-Wert achten. Ein hochwertiges Kühlmittel macht hier einen massiven Unterschied – Billigprodukte richten oft langfristige Schäden an.
Was das Schweißen selbst angeht, gibt es keine grundsätzlichen Unterschiede zwischen alten und neuen Motorblöcken. Das Verfahren ist gleich – der Zustand des Materials entscheidet über den Aufwand.
FAQ
FAQ
Das hängt vom Material (z. B. Gusseisen, Aluminium) und vom Schadensbild ab.
WIG-Schweißen ist günstiger und flexibel, aber mit höherem Verzugspotenzial.
Laserschweißen arbeitet punktgenauer, temperaturärmer und ist ideal für filigrane Risse – aber teurer und nicht überall verfügbar.
Typische Schäden, die reparabel sind:
Haarrisse im Wasserkanal
Ausgebrochene Gewinde oder Stehbolzen
Schäden an den Zylinderwänden (Ausspindeln möglich)
Dichtflächenverzug (Planfräsen erforderlich)
Laserschweißen bietet eine sehr präzise Möglichkeit, Bauteile zu schweißen, insbesondere bei feinen Rissen oder dünnen Materialien. Es sorgt für minimale Wärmeeinbringung, wodurch Verzug und Materialverformungenvermieden werden. Dies ist besonders vorteilhaft bei Aluminium und Grauguss.
Ja, in vielen Fällen kann sich die Reparatur wirtschaftlich lohnen – besonders bei seltenen, teuren oder nicht mehr erhältlichen Motoren (z. B. Oldtimer oder Subaru-Boxermotoren). Voraussetzung ist, dass der Schaden klar lokalisierbar und mit geeigneten Verfahren wie WIG- oder Laserschweißen behebbar ist.
Durch mechanische Nachbearbeitung:
Planfräsen der Dichtflächen für Kopfdichtung
Ausspindeln und ggf. Honen der Zylinderlaufbuchsen
Maßkontrolle und ggf. Druckprüfung zur Dichtheitsprüfung
Das hängt stark von Schadensart, Material, Verfahren und Nachbearbeitung ab.
Kleinere Risse (z. B. Laserschweißen) starten bei ca. 300–500 €.
Komplexe Reparaturen inkl. Fräsen, Ausspindeln, Prüfen können 800–1500 € kosten.
Ein Vergleich mit dem Preis eines Austauschmotors ist in jedem Fall sinnvoll.
Theoretisch ja – mit passender Ausrüstung (z. B. WIG-Schweißgerät, Fräsmaschine) und Know-how. In der Praxis aber riskant: Ohne Erfahrung drohen Verzug, Spannungsrisse oder Undichtigkeiten. Bei hochwertigen oder teuren Motoren ist professionelle Reparatur empfehlenswert.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}